





Idioter förbokar datorspel.
3D skrivare - Diskussionstråden
Senast redigerat
.
Senast redigerat
Senast redigerat
Senast redigerat
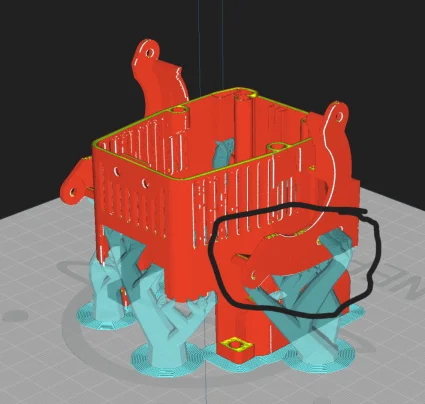
bottom layers
Visa signatur
Senast redigerat
Visa signatur
Idioter förbokar datorspel.
Senast redigerat

Visa signatur
7600x | 32GB | RTX 2060S | PSU 750W






Visa signatur
MVH UffeC

Visa signatur
Idioter förbokar datorspel.


Visa signatur
Idioter förbokar datorspel.
