Tillverkning av eget chassi i aluminium
Detta är inte en traditionell guide, utan mer av en kombination av guide och bygglogg, då byggnationen och dokumenteringen skett smått sporadiskt under en längre tid utan ett konkret mål. Processen är helt enkelt för detaljerat för att vara en bygglogg och stundvis för ryckigt för att klassas som en komplett guide.
Tanken är att detta chassi ska vara tillräckligt långt bort på skalan från en traditionell datorlåda, för att skapa intresse för denna form av hantverk, och uppmuntra till kreativa lösningar utanför normen.
Detta innebär också att några kapitel kan kännas främmande eller helt enkelt onödiga för förverkligandet av ditt eget projekt. Tanken är att du ska kunna använda genomgången i ett kapitel för att tillverka en detalj med liknande metod, men för ett kanske helt annat syfte, då många tekniker går hand i hand.
Då inte precis allt presenteras innebär det också att du inte kommer att sitta med en exakt kopia av chassit i slutet av inlägget, men förhoppningsvis en bättre inblick i hur det skapats och hur du själv kan använda genomgångarna i guiden för att göra dina egna chassi-idéer till verklighet utan krav på avancerade och dyra verktyg.
Om detta är första gången du vill bygga något i metall rekommenderar jag att du börjar med att läsa den tidigare installationen i min guide-serie, där jag visar mer grundläggande hur och varför vanligt förekommande verktyg används.
Moderkort
Mini-ITX

Micro-ATX

ATX

Nätdel
SFX

ATX

TFX

Övrigt
►Ritande av PCI-platser och I/O (extern länk till OCN)
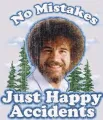
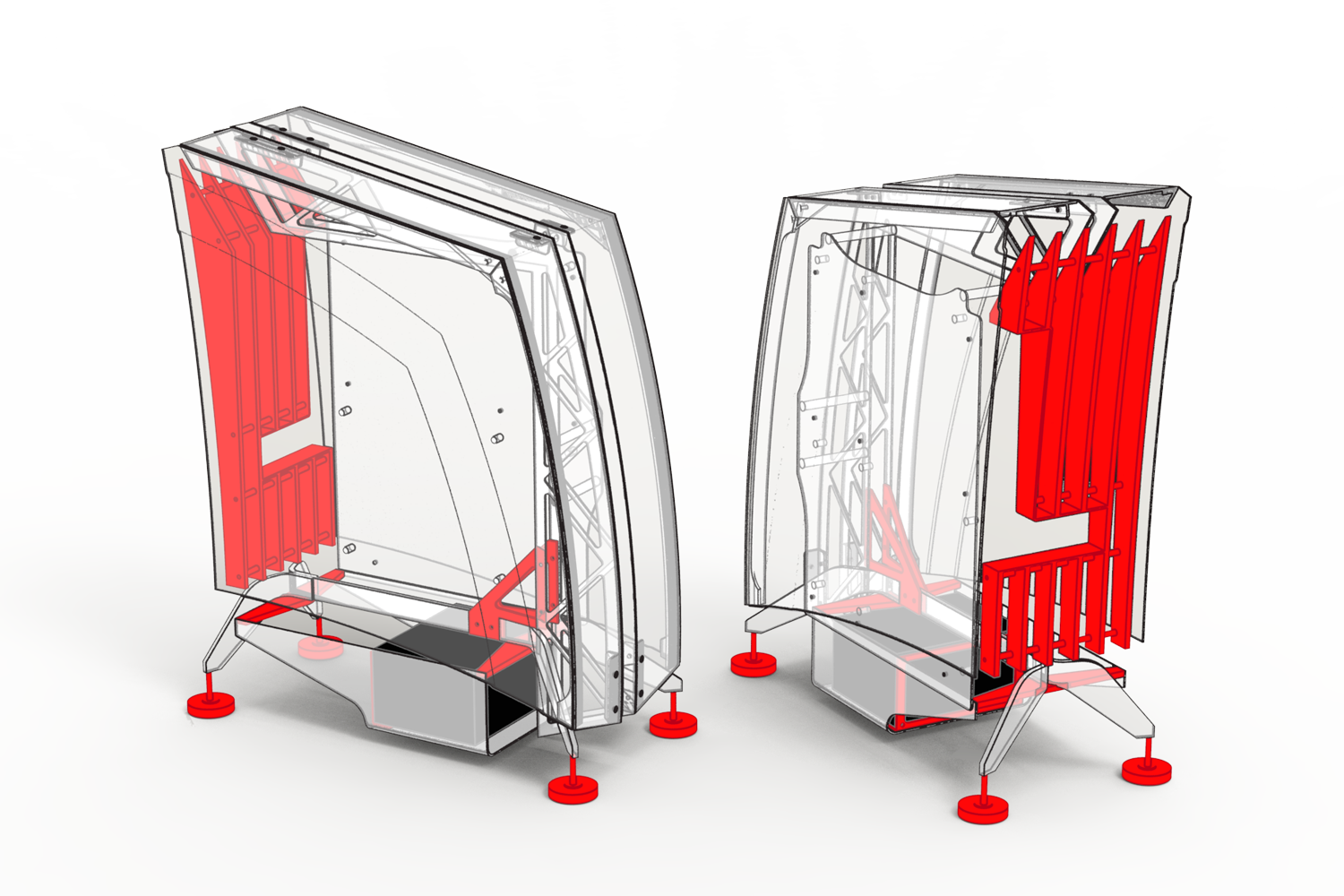
Respektive kapitel har en tillhörande rendering där detaljen som behandlas under kapitlets gång är markerad med en grön färg.
Verktyg som används i kapitlet finns listade i både grafiskt - i form av ikoner - och som en punktlista. Här finns även en beskrivning av verktyget som används med artikelnummer, eller ett likvärdigt alternativ. Detta för att lättare vägleda dig till att finna vad du behöver.
Till varje detalj finns en grundläggande genomgång med bilder och beskrivningar som följer tillverkningens gång.
För att undvika total upprepning i kapitel efter kapitel har jag valt att avgränsa dokumentationen till det jag anser vara mest värdefullt. Detaljer som inte ingår i guiden är markerade med en röd färg på renderingen nedan.
Efter en genomgång av samtliga kapitel bör det gå att lista ut hur även röda detaljer tillverkats genom samma metoder.
Avgränsning; röda detaljer täcks ej i detta inlägg.
Hjälp med eget projekt
Vid frågor eller tips rekommenderar jag användandet av diskussionstråden nedan, där jag (och förhoppningsvis flera andra) kommer att försöka hjälpa till med förslag och beskrivningar efter bästa förmåga.
Bifoga gärna någon form av ritningsmaterial eller skiss för att underlätta frågeställningen.
Basen består av en central plattstång i 5 mm tjock aluminium som löper nästan hela längden av chassit. I denna är fyra stycken individuella ben monterade med skruvar, tillsammans skapar detta en stabil plattform att basera resten av projektet kring. För en mer traditionell chassikonstruktion används normalt ett ramverk av L-profiler istället, detta täcks i större utsträckning i kapitel 6 - Panelmontering och kapitel 7 - Yttre ramverk.
Filtpenna
Ritspenna
Borrmaskin
Borr
Sticksåg
Tving/skruvstäd
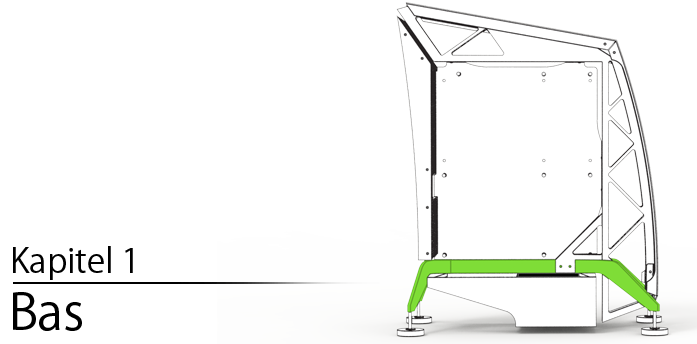
Samtliga ritningar som syns till under byggnationens gång är gjorda i Autodesk Inventor och sedan utskrivna på vanligt A4-papper i skala 1:1. Det går givetvis lika bra med handritade mallar eller helt på fri hand direkt på materialet vid behov. För att skära ut mallar rekommenderar jag ett skärblad eller en brytbladskniv, då en riktigt vass egg underlättar rejält. Mallarna fixeras med maskeringstejp.
Ett bra första steg till detaljtillverkning är en överblick på vad som ska tillverkas, det - tycker jag - underlättar den visuella processen över vilka tillverkningssteg som behövs på vägen till önskat resultat.
Här synes ett gäng översiktsritningar på monterade slutprodukten, lösa mallar på benen samt godset som ska användas - 60x5 mm aluminiumprofil.
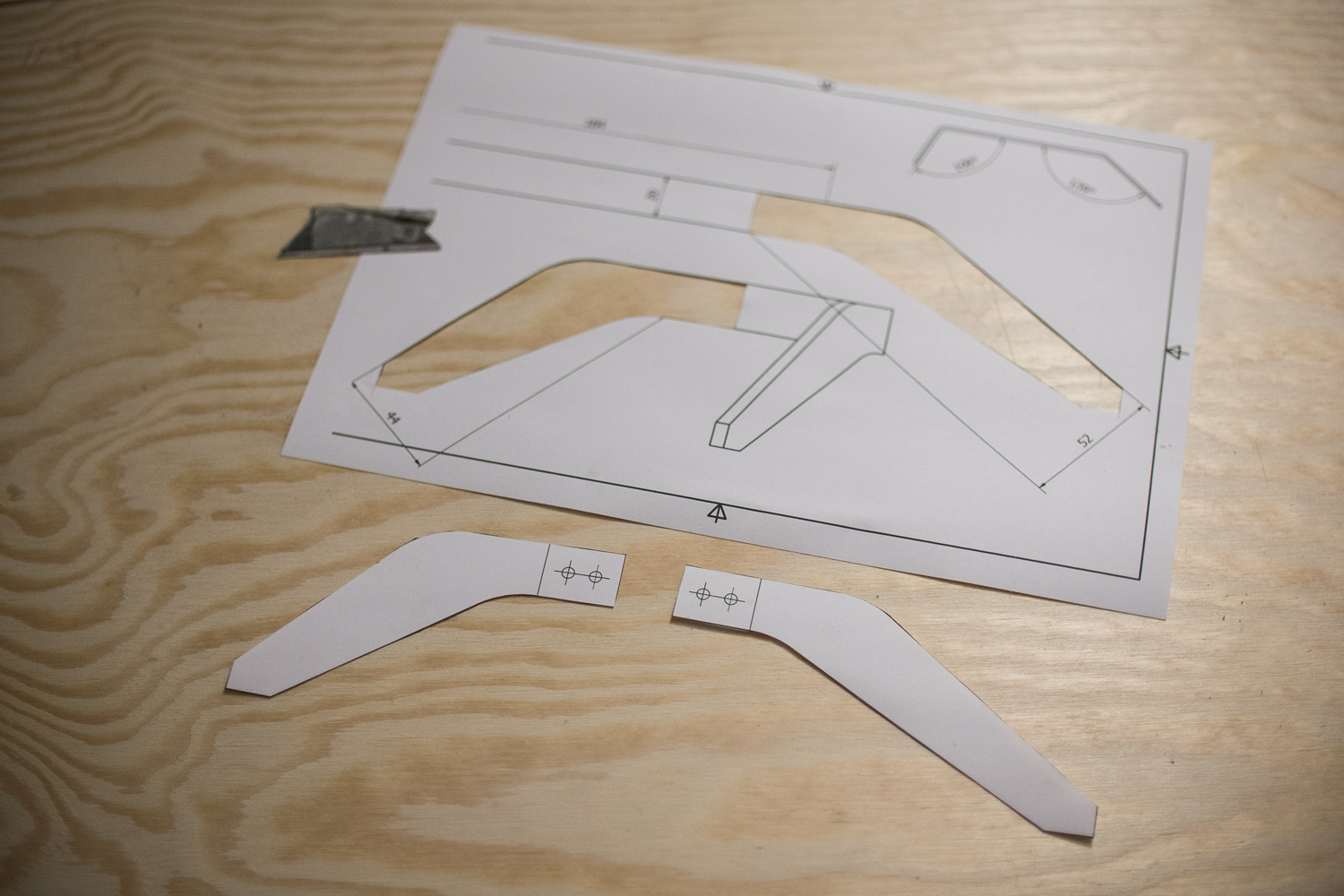
Med hjälp av ett lös knviblad skär jag ut pappersmallar från ritningarna. Det finns en hel regelbok när det kommer till hur en konstruktionsritning ska se ut, men det viktigaste är att du själv vet vad som menas om du står för tillverkningen.
Notera markering för hålcentrum, något som underlättar rejält när precision är extra viktigt.
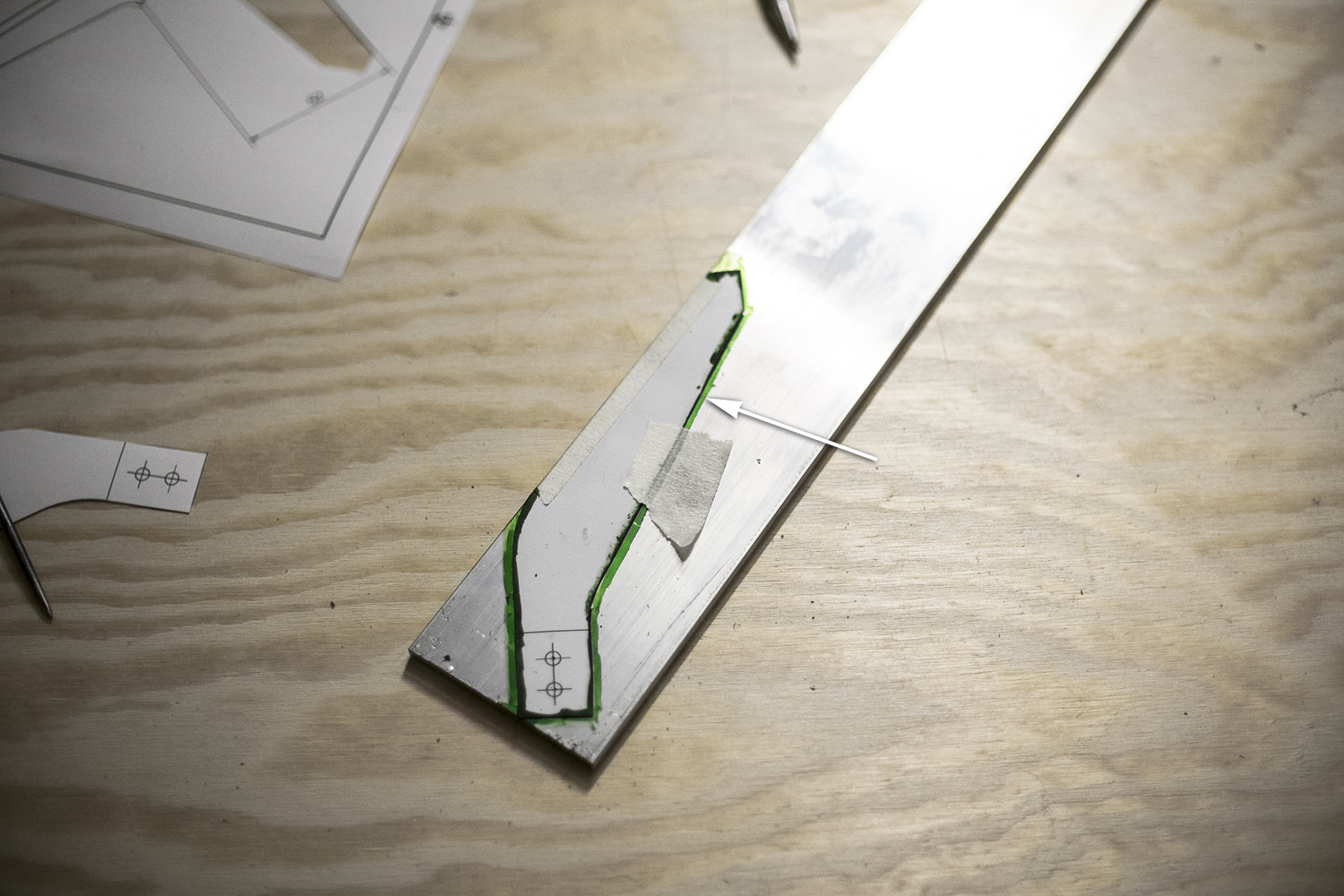
Efter fixering av mallen med hjälp av maskeringstejp stryker jag kanten med en filtpenna. Vid mer tidskrävande bearbetning använder jag även en ritspenna för att förstärka markeringen, då skärvätska och verktyg i kombination ofta kan lösa upp bläcket.
Det är aldrig roligt att vara timmar in i en avancerad detalj och sedan stå helt utan markeringar.

Vid snävare radier kan det vara en god idé att borra avlastningshål med en lite större borrdiameter, så att sticksågens sågblad kan löpa utan att fastna eller skära innanför markering.
Rödstreckad linje påvisar konturen av detaljen, där blå hålmarkering ligger i tangent.

Hur du väljer att placera avlastningshålen är upp till dig, men det sparar ofta på både tid och jobb att placera dessa längs samtliga radier och vinklar.
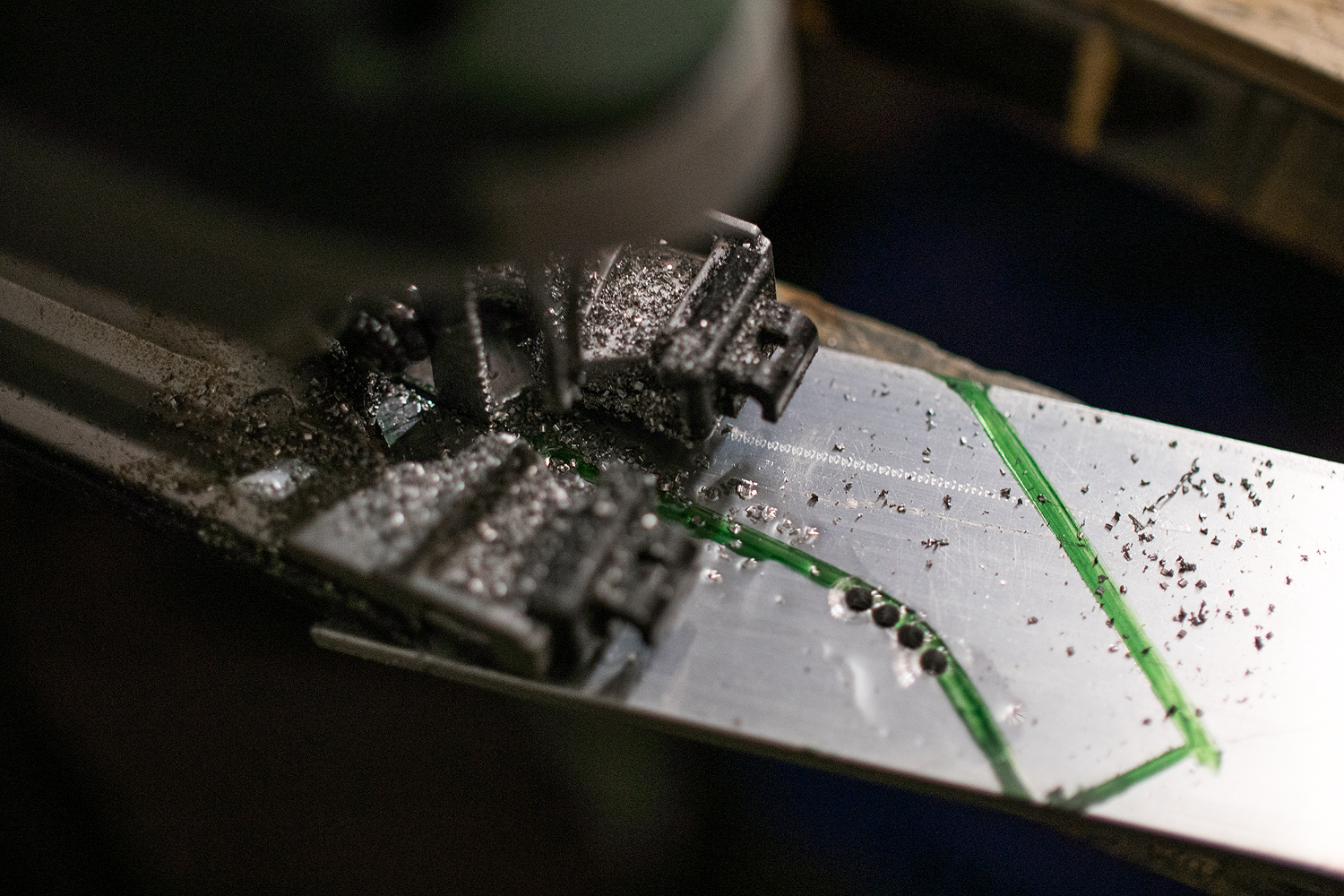
Ett försök till att visa syftet med hålen; Då bladet är så pass djupt och varm aluminium gärna vill smälta kring bladet om kylningen är otillräcklig, ger hålen mer utrymme för sågbladet i svängar där friktionen annars är väldigt hög.
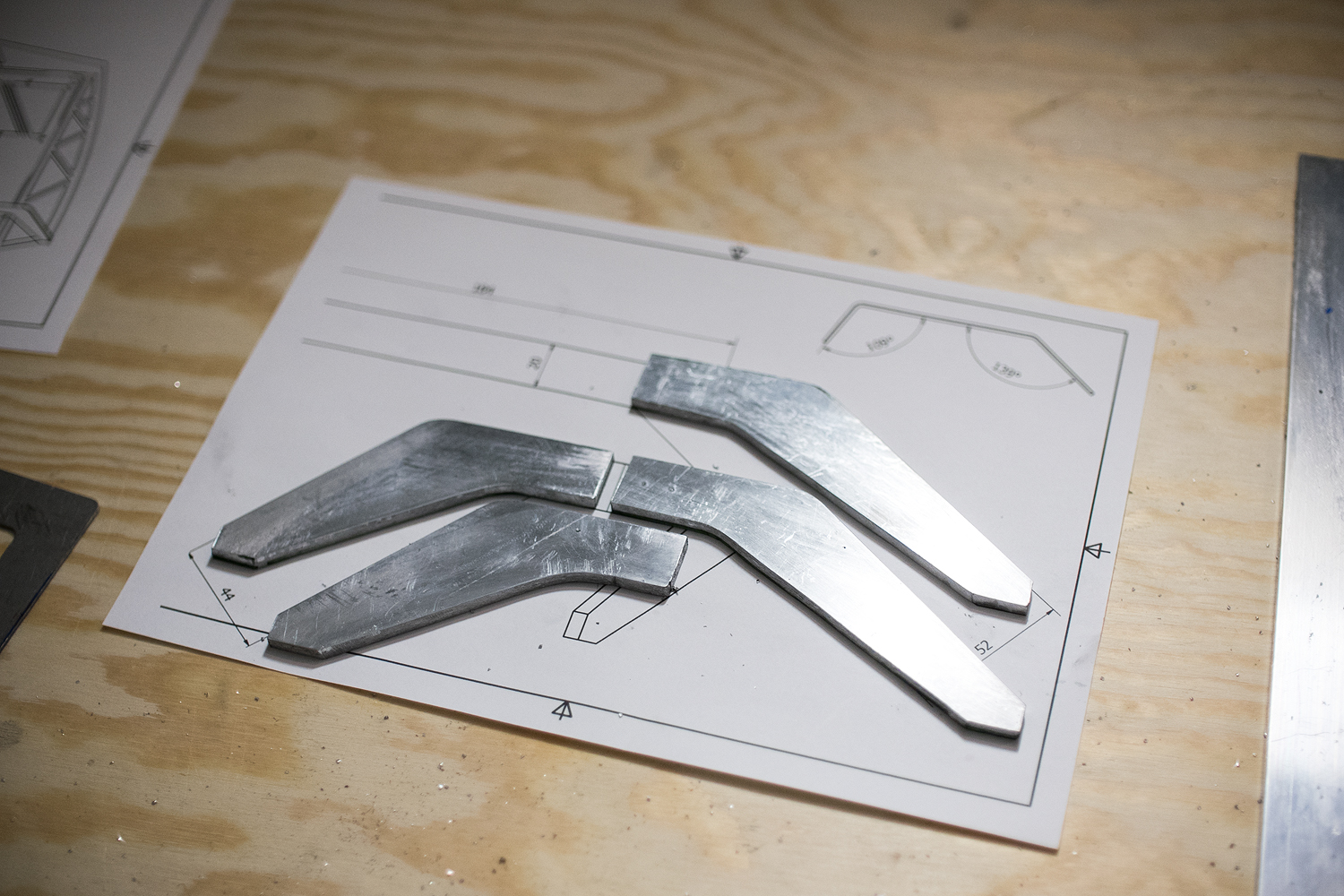
Fyra detaljer, grovt utsågade, kontrolleras mot ritningen för korrekthet.

Bockningen som önskas på detaljen sker här i ett vanligt skruvstäd. Värt att tänka på är att skruvstädet ofta har en väldigt vass kant vilket kan översättas i en mycket aggressiv brytningspunkt och kan stressa metallen så passa att den vill gå av om tjockleken är rejäl.
Då denna detalj inte passas mot något annat behöver inte bockningsvinklen vara exakt, så länge det ser bra ut rent visuellt. Detaljen läggs i linje med den ritsade bockningslinjen och böjs med handkraft, men vid mer bråkiga detaljer kan uppvärmning och gummiklubba hjälpa till.
Kom ihåg att du bockar i tre dimensioner vid användande av skruvstäd, så kontrollera att resultatet inte blir skevt.

Hela basen i bild, tillverkad på samma sätt som benet vi nu har följt i detta kapitel.
Översiktsmässigt består stegen av ett mycket bekant mönster;
Markera - borra - skära - bocka.
I botten av chassit finns en bockad plåt som jag valt att kalla för nätdelskammare, då denna huserar just nätdelen i detta chassi. Uppochnedvänd kan denna liknas vid en mer traditionell PSU-shroud, där tillverkningsprocessen är mer eller mindre identisk. Samma teknik kan också användas för att tillverka en mängd andra plåtar i ett chassi, då bara den utsågade formen skiljer.
Filtpenna
Ritspenna
Borrmaskin
Borr
Sticksåg
Halvrund fil
Tving
Gummihammare
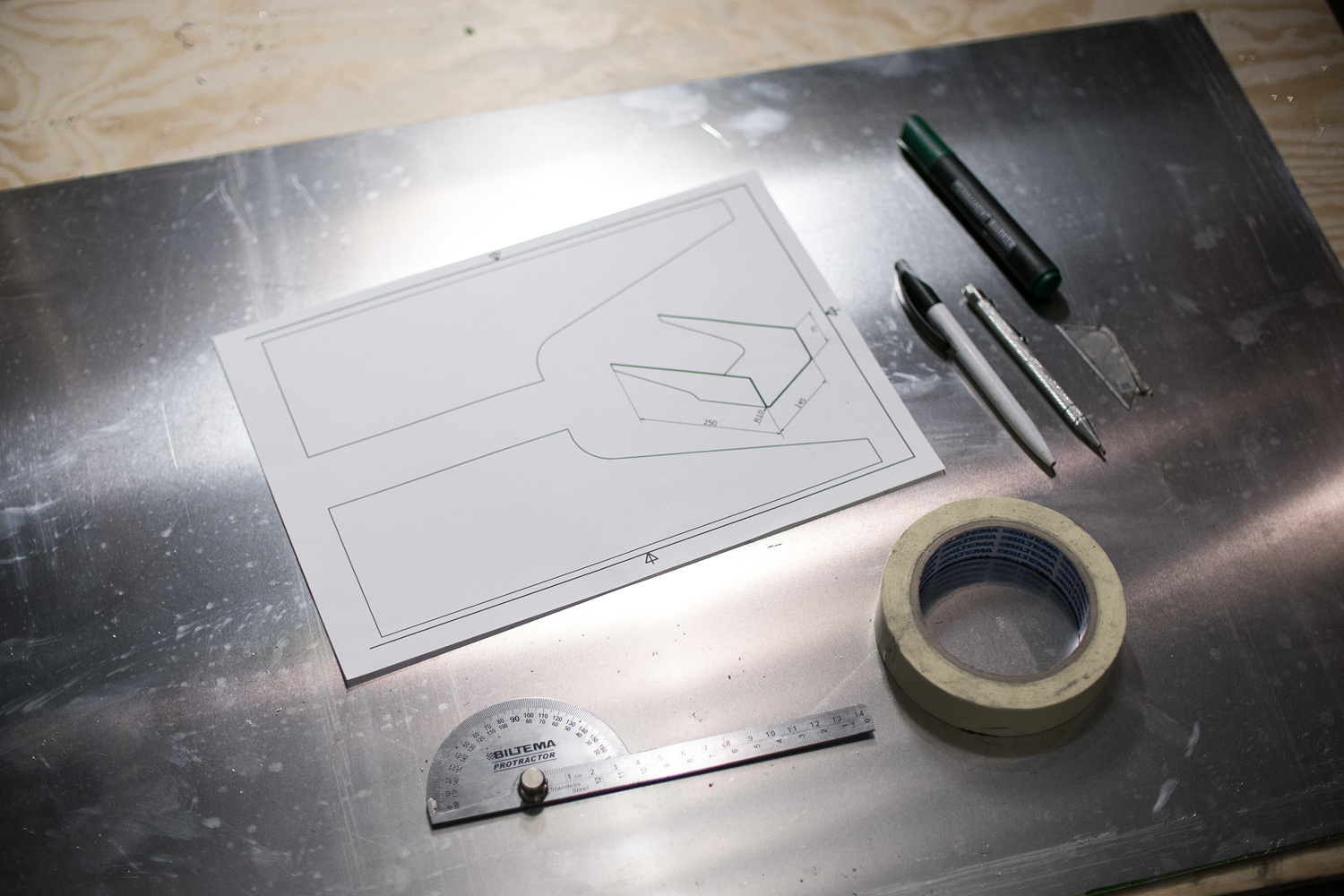
Precis som i kapitel 1, börjar jag med att leta rätt på verktyg, material och ritningsunderlag för att lättare kunna visualisera tillverkningsmomenten.
Här syns även vinkelmätare, ett enkelt verktyg som underlättar vid både ritande och plåtbockning.

Mallar skärs ut och fixeras med maskeringstejp, för att sedan strykas med både filtpenna och ritspenna. Filtpenna för en linje som är lätt att se i alla ljus, och ritspennan för extra säkerhet i det fall att bläcket skavs bort under bearbetning.
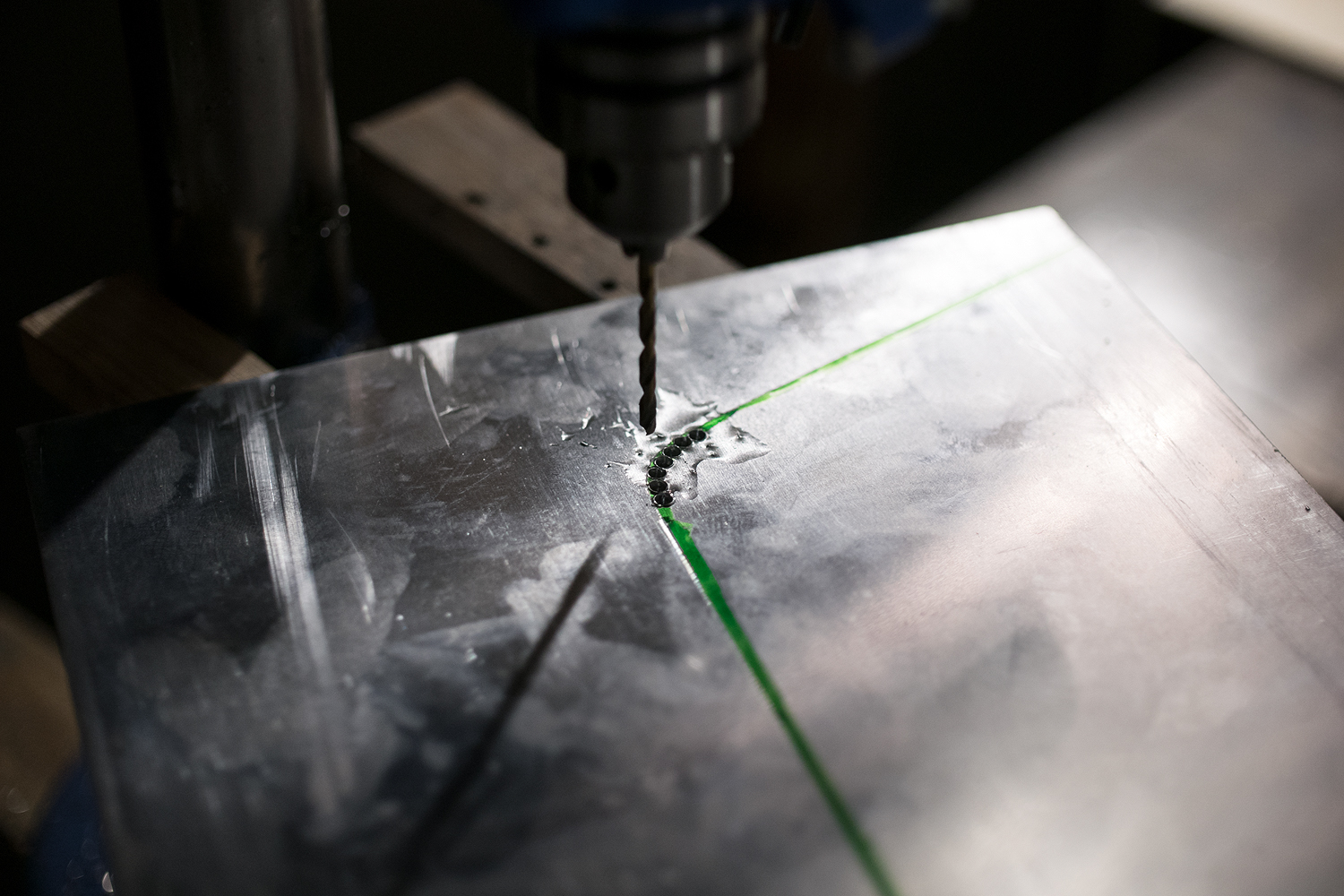
En rad med avlastningshål för sticksågens blad borras längs med den yttre kanten av radien, för detta rekommenderar jag 3,5 eller 4 mm borrdiameter.
Vid borrning och sågning använder jag rikligt med skärolja för att undvika att aluminiumet smälter fast eller mattar ner verktygen.

Här syns hur halva sågandet är avklarat, och avlastningshålen gjort sitt jobb.
Notera även hur nästan all markering från filtpennan skavts bort av sticksågens plastmatta, men den ritsade linjen fortfarande syns tydligt.

Sista bearbetningen in till den ritsade markeringen sker med halvrund fil samt ett våtslippapper på P400 grovhet.
Vid behov av mycket borttagning av material använder jag en grövre mönstrad fil för att sedan byta till en finare mönstrad närmare markeringen. Detta spar på både arbete och verktyg, men kan också ses som en onödig lyx vid striktare budget, och är absolut inget som behövs.
Den halvrunda formen fungerar även på raka sektioner och gör det lätt att lägga tryck på en specifik punkt, för att sedan vända på den och avsluta med den plana sidan.

Strykmåttet justeras i djup efter ritningen och stryks längs med en sida för att skapa en mycket precis bockningslinje.
Vid användande av en riktig plåtbock är det värt att notera att bockningslinjen hamnar på insidan av vecket.


Här väljer jag att visa ett exempel på hur detaljen kan bockas för hand med simpla verktyg. Beroende på längden kan fler tvingar behövas, men här är två tillräckligt.
Dessa spänns så pass hårt att plåten inte vill röra på sig, men tillräckligt löst för att inte skada det mjuka aluminiumet. Här kan det vara en god idé att lägga någon form av skydd mellan, t.ex. en tunn träbit.
Vid bockning över en kant är det värt att tänka på att bockningslinjen lätt kan något konvex vid längre detaljer då det är svårt att lägga jämnt tryck längs med hela kanten.

Med en bestämd rörelse trycks plåten ned med handkraft till önskad vinkel, här i en rät vinkel. Vid behov kan en gummiklubba användas för att övertala plåten att hålla formen, detta då bockad plåt har en tendens att återfjädra något beroende på hårdheten i materialet.
För ökad precision kan en avlastningslinje ritsas in i plåten.
Plåten vill böjas där det är som minst motstånd, vilket blir där plåten är tunnast under den ritsade linjen.


Detaljen vänds och spänns fast på liknande vis, för att sedan bockas till rät vinkel igen.
Tänk på att lägga tryck nära bockingslinjen för en snäv bockningsradie vid bockning för hand.

Färdig detalj, bockad två gånger. Notera den något större bockningsradie som resultat efter en mjuk kant på underlaget.


I mitten av detta tvådelade chassi finns två större rambalkar, något jag tillsammans valt att kalla för chassits ramverk. I ett traditionellt chassi finns ramen vanligtvis närmast sidoplåtarna och består av en bockad plåtkant. Även om just denna centrala versionen av ramverk inte är speciellt vanligt, går det också att använda metoden i kapitel 3 för att tillverka utskurna partier i andra chassiplåtar, exempelvis för fläkthål.
Filtpenna
Ritspenna
Borrmaskin
Borr
Näbbtång
Sticksåg
Halvrund fil
Rund nålfil
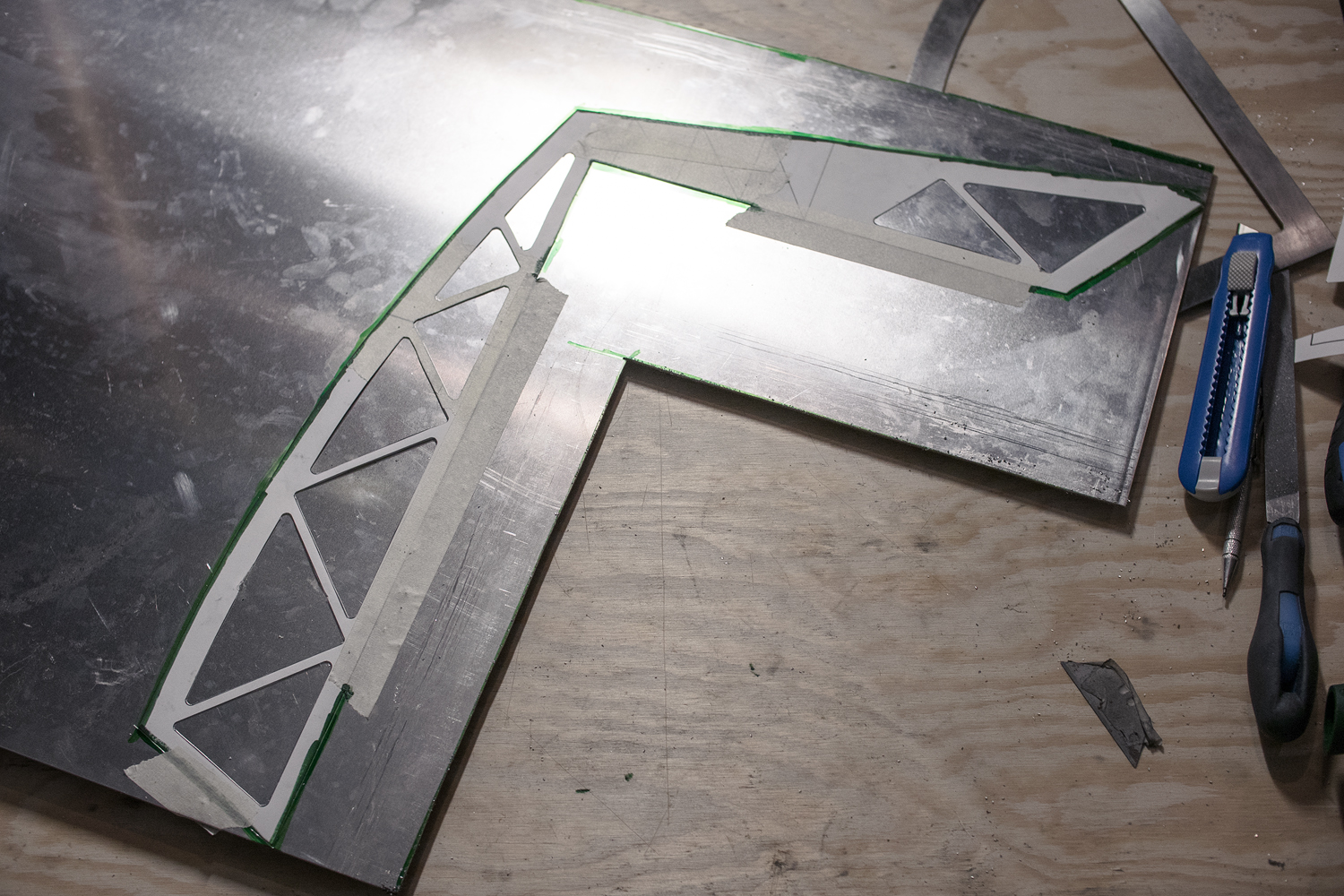
Den utskurna mallen fixeras precis som i tidigare steg med hjälp av maskeringstejp efter att ha skurits ut med ett knivblad.

Konturen markeras med både filtpenna och ritspenna.
Området med triangelmönster kommer att vara utsatt för mycket bearbetning och därmed ytslitage, så här är ritspenna ett måste.
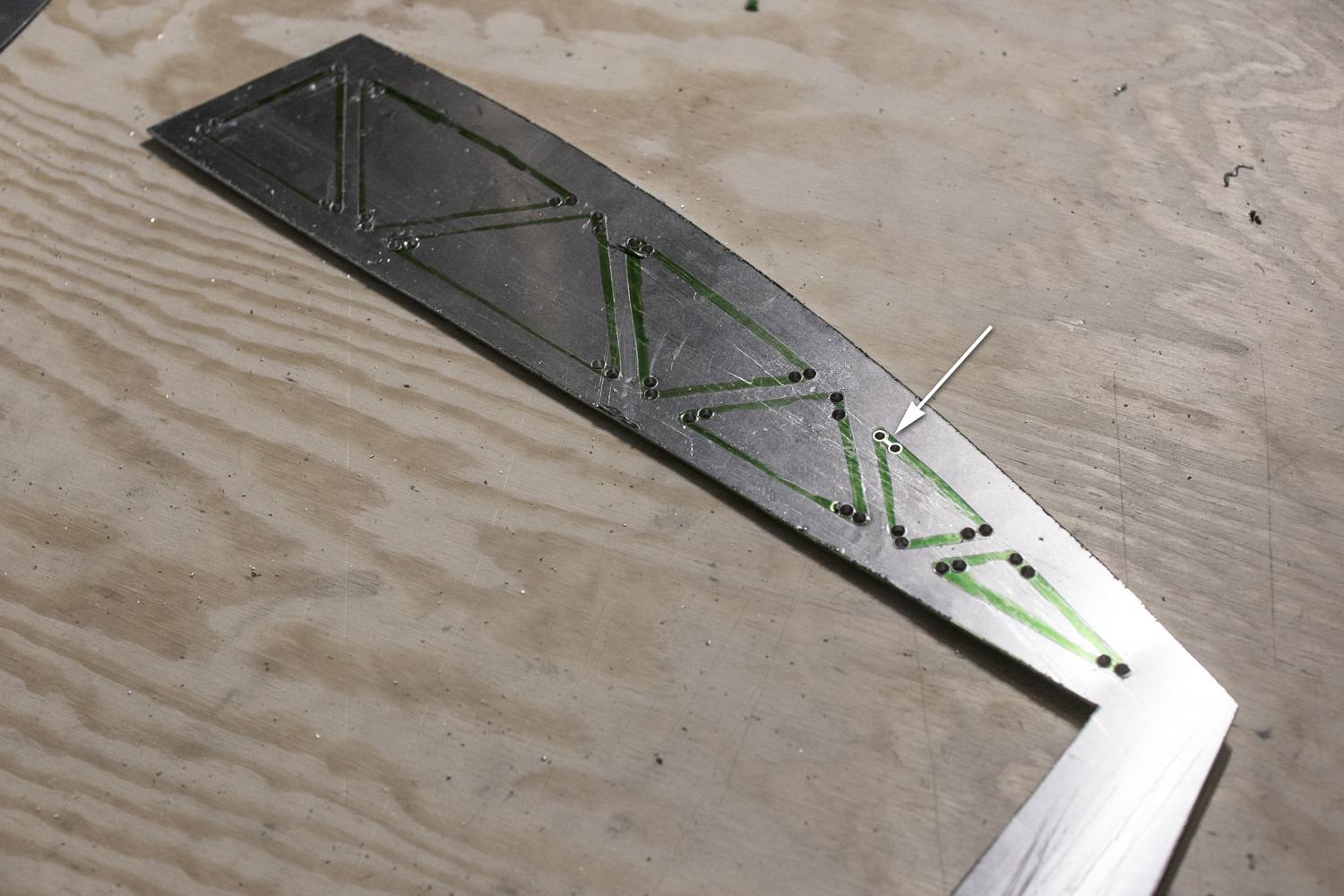
Här finns det ingen naturlig kant att börja såga med sticksågen från, därför borras hål i par med tillräckligt avstånd för att rymma ett sågblad.
Exempel på ett hålpar är markerad med vit kontur. Hålavståndet bör vara långt nog att rymma bladet, men kort nog att det går att bända bort väggen med näbbtång.
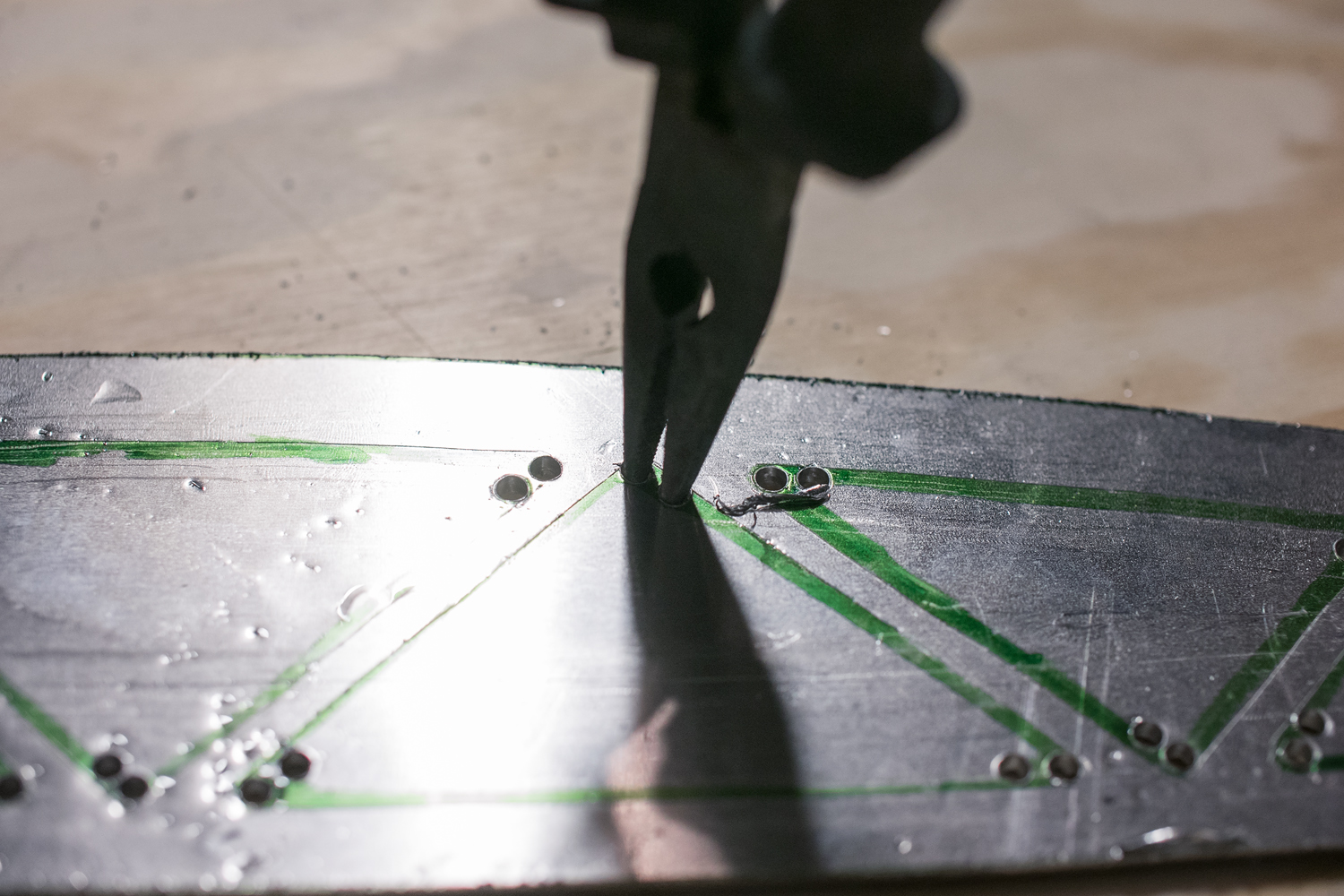
Med hjälp av en näbbtång bänds den mycket tunna aluminiumväggen mellan hålen bort i en gungande rörelse, vit markering i föregående bild om hålpar.

Här syns avlägsnandet av mellanväggen, detta sker genom att bända tången fram och tillbaka till dess att materialet bryts av.

Utrymmet ger plats åt sågbladet som tidigare saknade utrymme. Då triangelformen är så pass snäv i vinklarna krävs det att samma metod upprepas vid varje hörn.
Jag fortsätter att såga ut samtliga trianglar på samma gång, istället för att såga en åt gången och sedan fila. Detta för att undvika onödigt arbete i det fall att jag sågar utanför markeringen och får börja om.

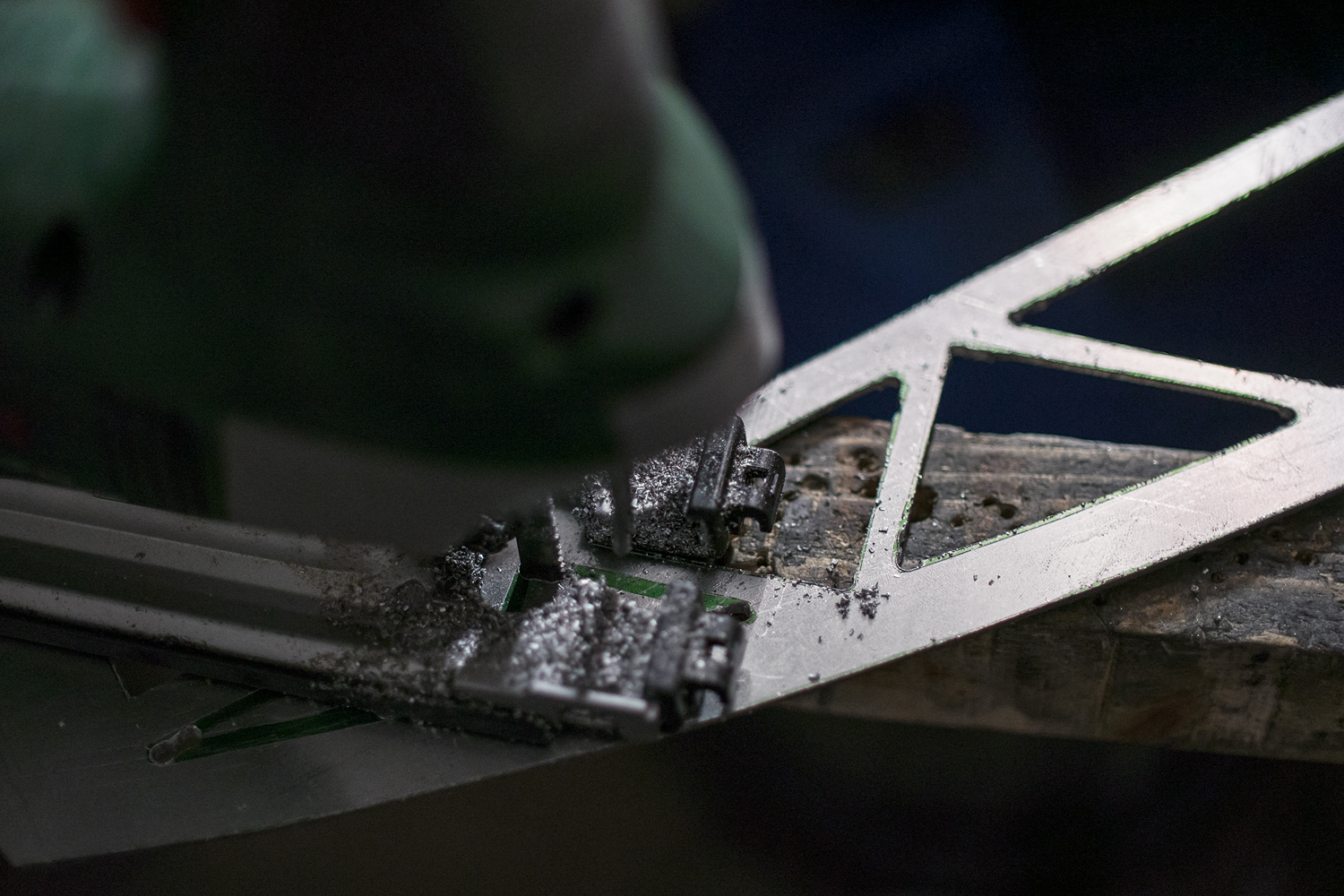
Sista bearbetningen in till markeringen sker med hjälp av metallfilar. Här syns ett urval av filar som användes vid tillverkning av denna detalj.

En halvrund fil används för att bearbeta raka partier där det finns gott om plats. Denna fil tar bort material i ett högt tempo jämfört med en mindre nålfil.
Lägg gott om tryck på filen i ett bestämt tempo för att göra jobbet lätt.

Vid hörn och mindre radier använder jag en rund eller halvrund nålfil beroende på diameter och mängd material.

Då detta är detaljer som tillverkas i identiska par kan den första färdiga detaljen användas som en mall för tillverkning av den andra.
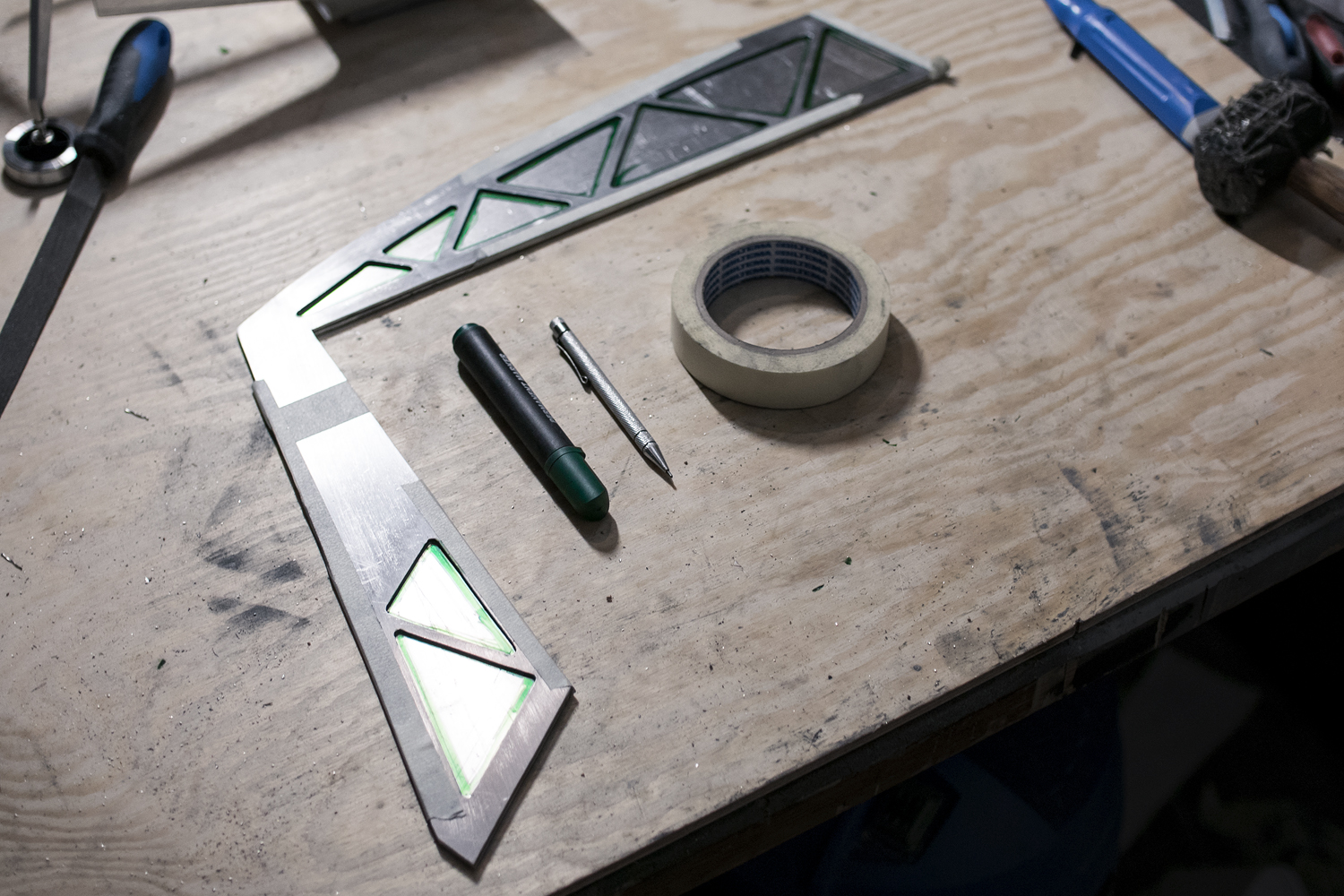
Precis som med den tidigare pappersmallen fixeras ramverket med maskeringstejp och markeras med pennor. Sedan upprepas hela kapitlet igen.
Moderkortsplåten är en central och bärande del i konstruktionen av detta chassi. Den håller moderkortet på plats samtidigt som den sammanfogar ramverket med basen, genom nätdelskammaren. Till detta ingår ett extra kapitel som behandlar tillverkning av gängade distanser.
Filtpenna
Ritspenna
Körnare
Sticksåg
Bågfil
Skruvstäd
Borrmaskin
Borr
Gängtapp

Den utskurna mallen för moderkortsplåten placeras på en aluminiumskiva för att rita ut konturen.

Hålen centrummarkeras med hjälp av en körnare för att öka precisionen vid senare borrande, något som är väldigt viktigt när flera delar ska passas ihop.

Vid ritsande av kurvigare linjer kan det vara en god idé att ta hjälp av en burmestermall eller kurvlinjal.
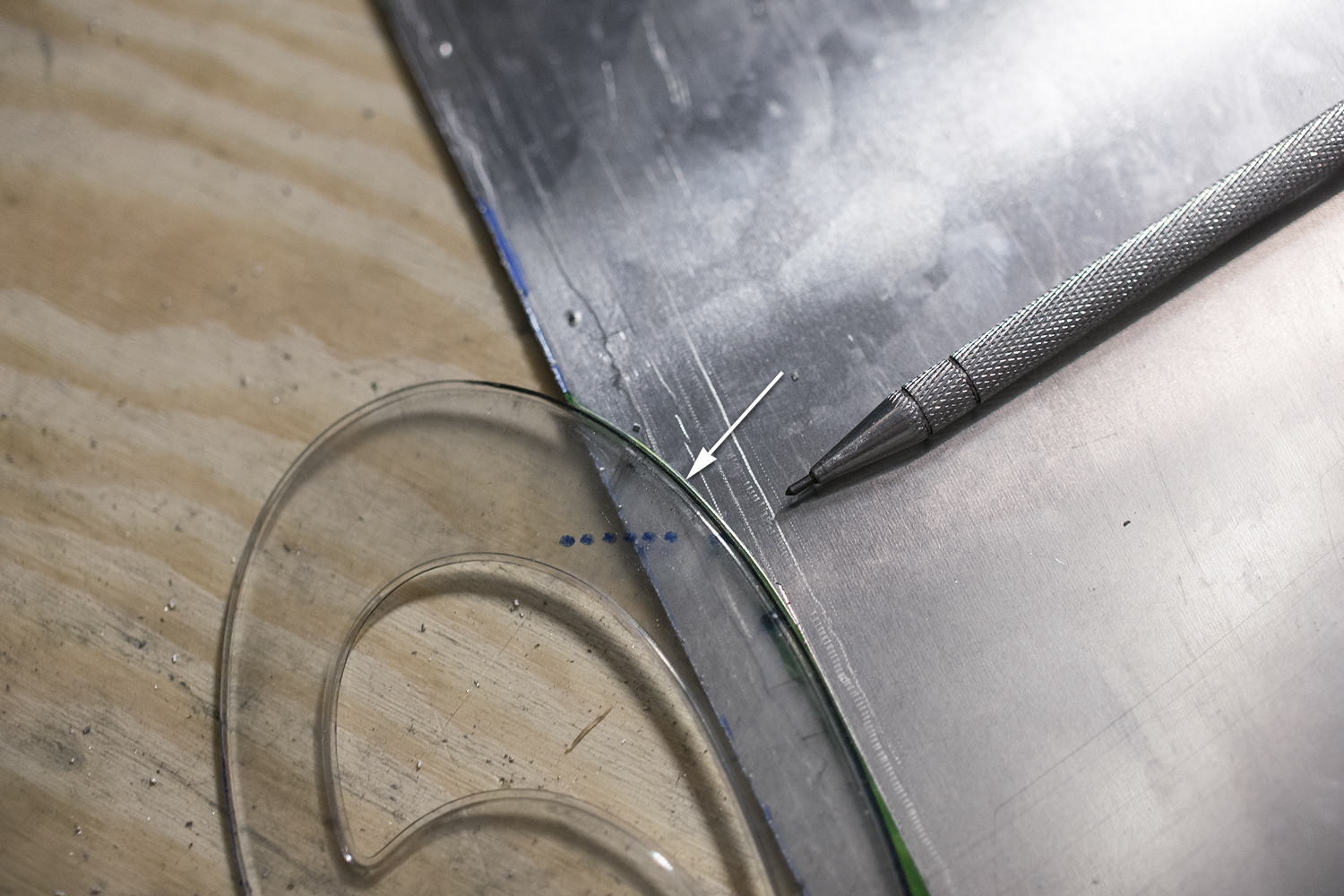
Geometrin av en burmestermall har i nästan alla fall en matchande sektion oavsett kurvatur, vilket gör det till ett väldigt hjälpsamt verktyg vid ritande och markerande.

Efter moderkortsplåten har sågats ut (sågande bearbetning täcks i tidigare kapitel) placerar jag ett gammalt moderkort för att kontrollera att hålbilden stämmer, eller för att rita en ny hålbild.
Röda pilar visar var gängade hål för moderkortsdistanser ska placeras, blå pilar visar hål för var monteringen av själva moderkortsplåten i ramen sker.
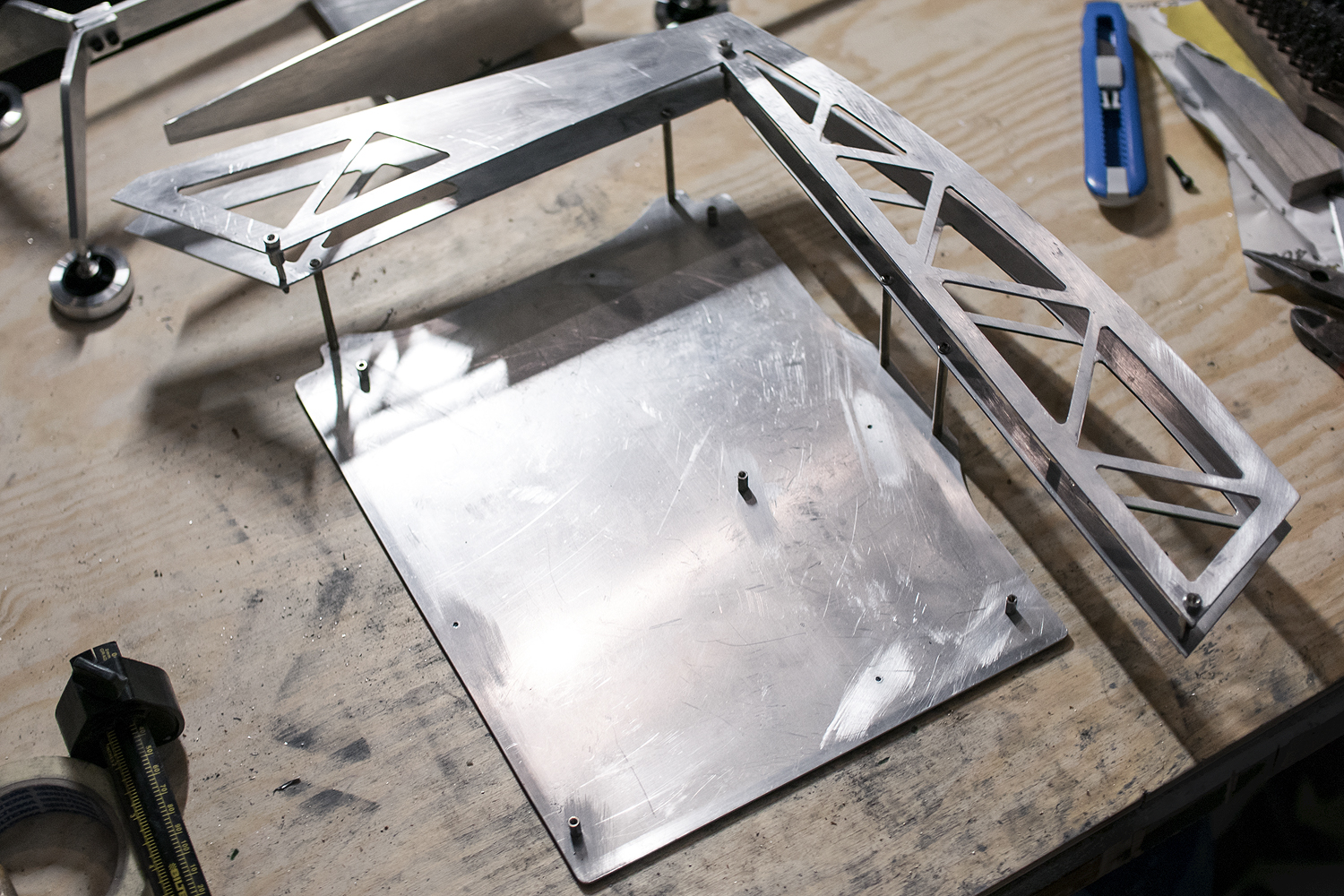
Med hål borrade och gängade (genomgång i kapitel 6 - Panelmontering) kan jag montera moderkortsdistanserna samt hållarna för plåten.
Distanserna används här för att fixera moderkortsplåten i det centrala ramverket på chassit, men kan användas till en mängd andra saker, exempelvis moderkortsdistanser.

Först spänner jag fast en rundstång i ett skruvstäd med mjuka gummibackar, efter önskad längd. Den skärande bearbetningen sker här med en bågfil och ger ett rakt och fint snitt om backarna används som guide.
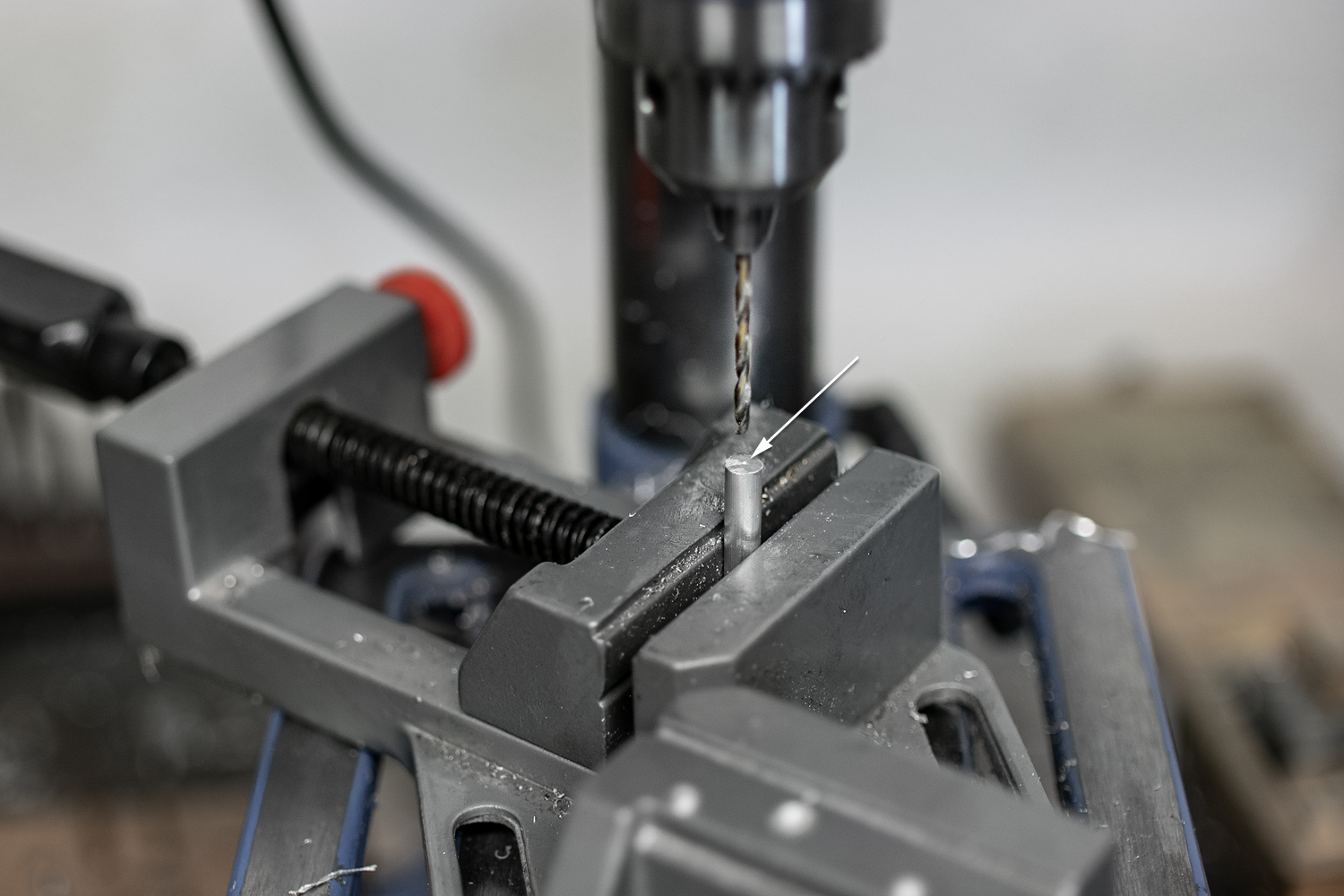
Med distanserna kapade till önskad längd markerar jag centrum med en körnare för att styra borr rätt. När det kommer till borrad och gängad rundstång är det en relativt riskabel process, och kräver att både borrmaskin och rundstång är i linje.
Detta görs med fördel i en pelarborrmaskin eller med ett borrstativ, samt ett skruvstäd med en vertikal skåra.
Använd extra rikligt med skärolja då en fastkörd borr i en rundstång kan bli en långdragen historia.

Efter att ha borrat med 2,5 mm diameter till önskat djup, här 10 mm, och gängas sidan med en M3 gängtapp och rikligt med fett eller skärolja. Undvik till varje pris att dra av gängtappen i hålet vid detta djup, då det blir mer eller mindre omöjligt att få ut den.
Ungefärlig borrdiameter vid gängande:
M3 - 2,5 mm borr
UNC 6-32 - 3 mm borr
M4 - 3,2 - 3,5 mm borr

Då en polerad yta önskas på distanserna spänner jag fast gängtappen i en borrmaskin. Därefter skruvar jag på distansen och för sedan ett fint sandpapper mot distansen vid lågt varvtal på borrmaskinen.
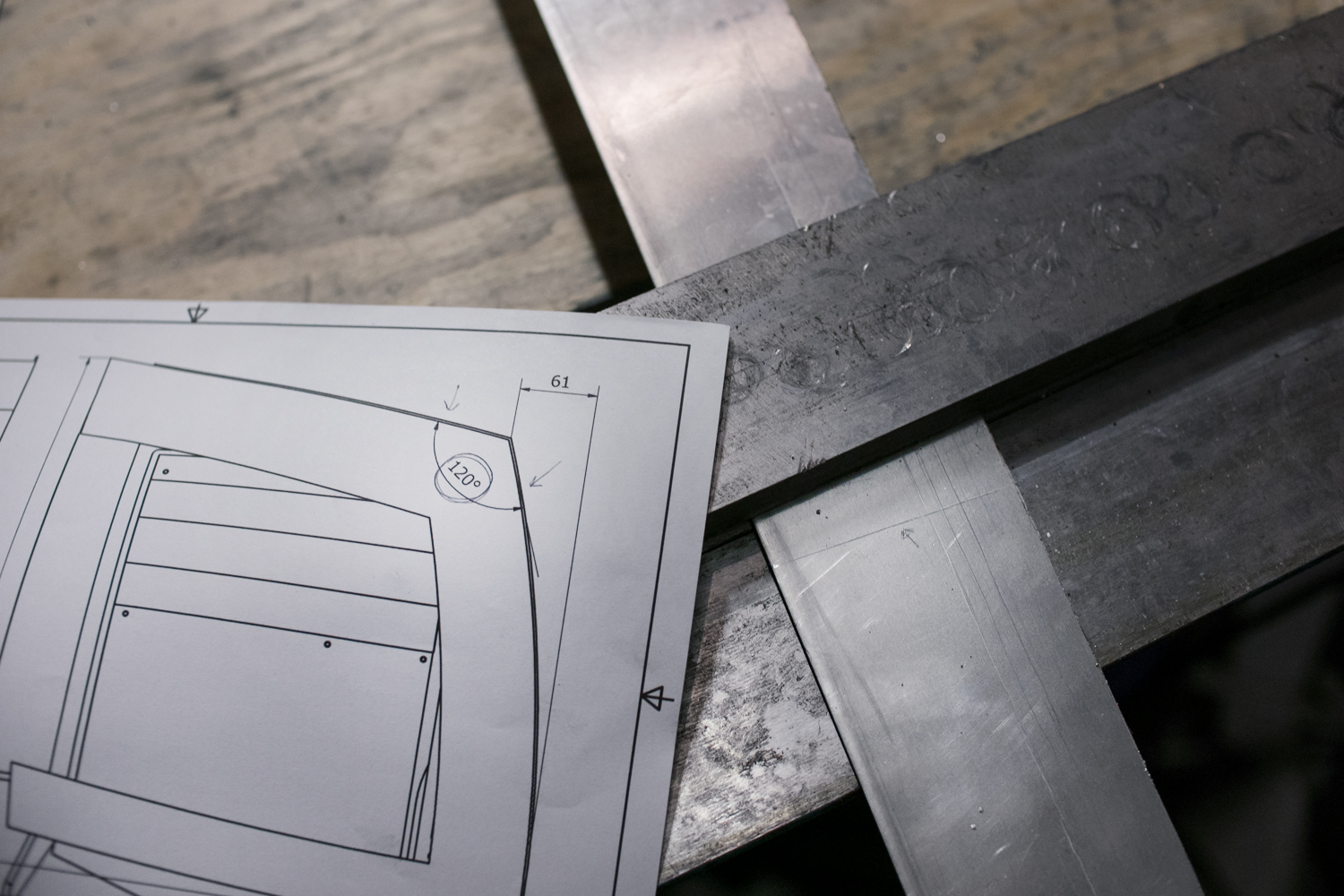
På utsidan dominerar två stora paneler som utgör front och topp av chassit. Dessa frontpaneler är välvda framtill, bockade i överkant och löper sedan slätt längs med toppen. I kapitlet behandlas en alternativ bockningsteknik, denna gång med en riktig plåtbock.
Strykmått
Sticksåg
Tving
Plåtbock

Vid tillverkning av frontpanelerna till detta chassi behövs i princip bara ett strykmått och en sticksåg.

Strykmåttet ställs in på önskat djup och förs längs med plåten, vilket ger en precis linje med samma avstånd från kanten hela vägen.
Denna plåt har redan en fint skuren sida från leverans, men vid behov kan det vara en bra idé att säkerställa en rak kant med någon form av linjal och metallfil.

Här är det inga konstigheter med skärningen, för sticksågen längs med linjen utan att korsa den. Om din sticksåg har ett medföljande stöd kan det vara en god idé att montera det på samma djup som skjutmåttet, som hjälp.
Använd skärolja och ett skärblad anpassat för tjockleken av plåt du valt.

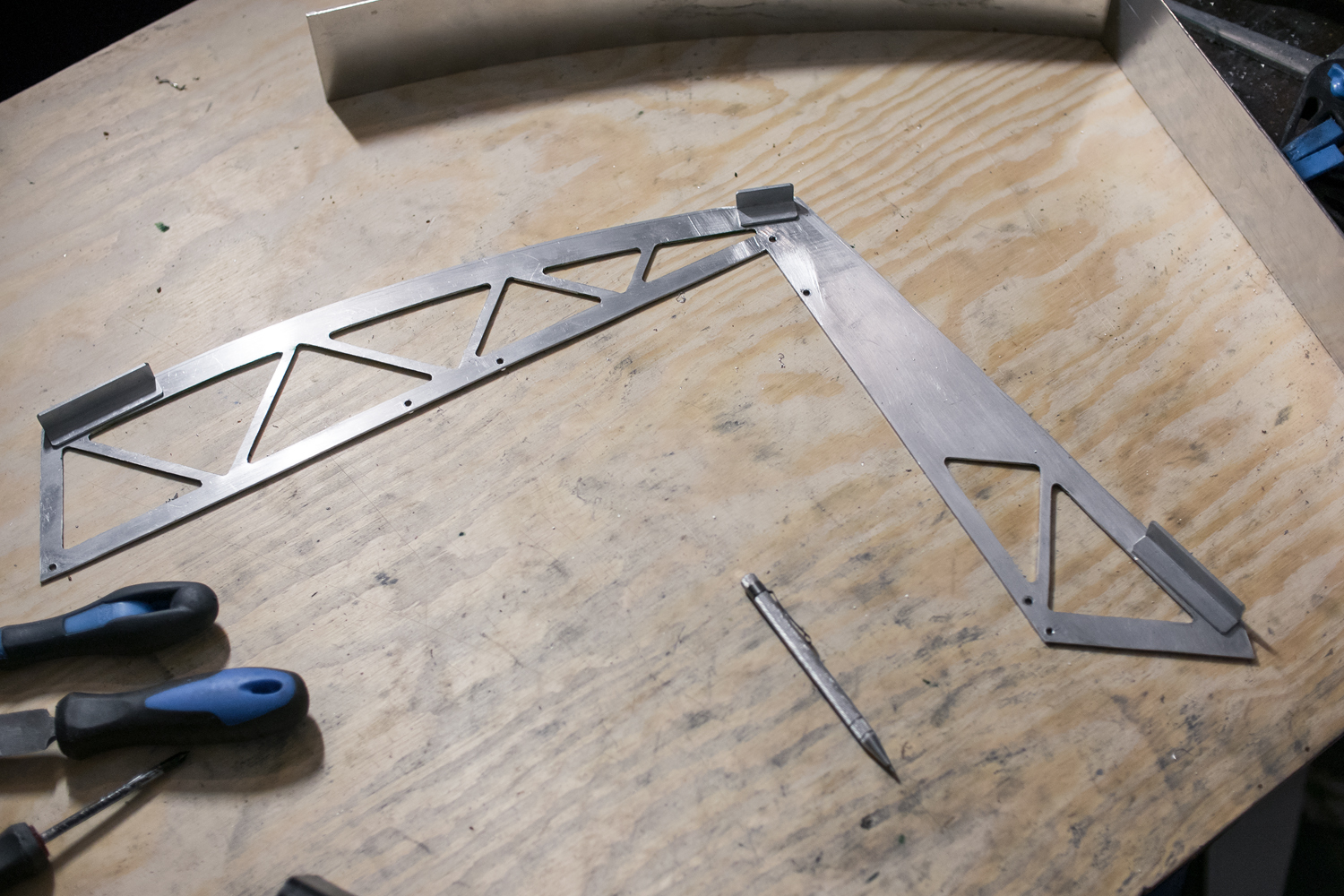
Till vänster syns ramverket, där ytterkanten är formen jag ska följa med frontpanelen. Till höger syns två färdigkapade panellängder i 2 mm tjock aluminium.
Denna gång använder jag en riktig manuell plåtbock, men det går även bra att använda den enklare metoden från kapitel 2 - Nätdelskammare.
Det viktiga är att jag tar hänsyn till bockningslinje och önskad lutning.

Vinkelmätaren är ett mycket bra verktyg för att kontrollera bockvinklar och är värt att ha nära till hands.

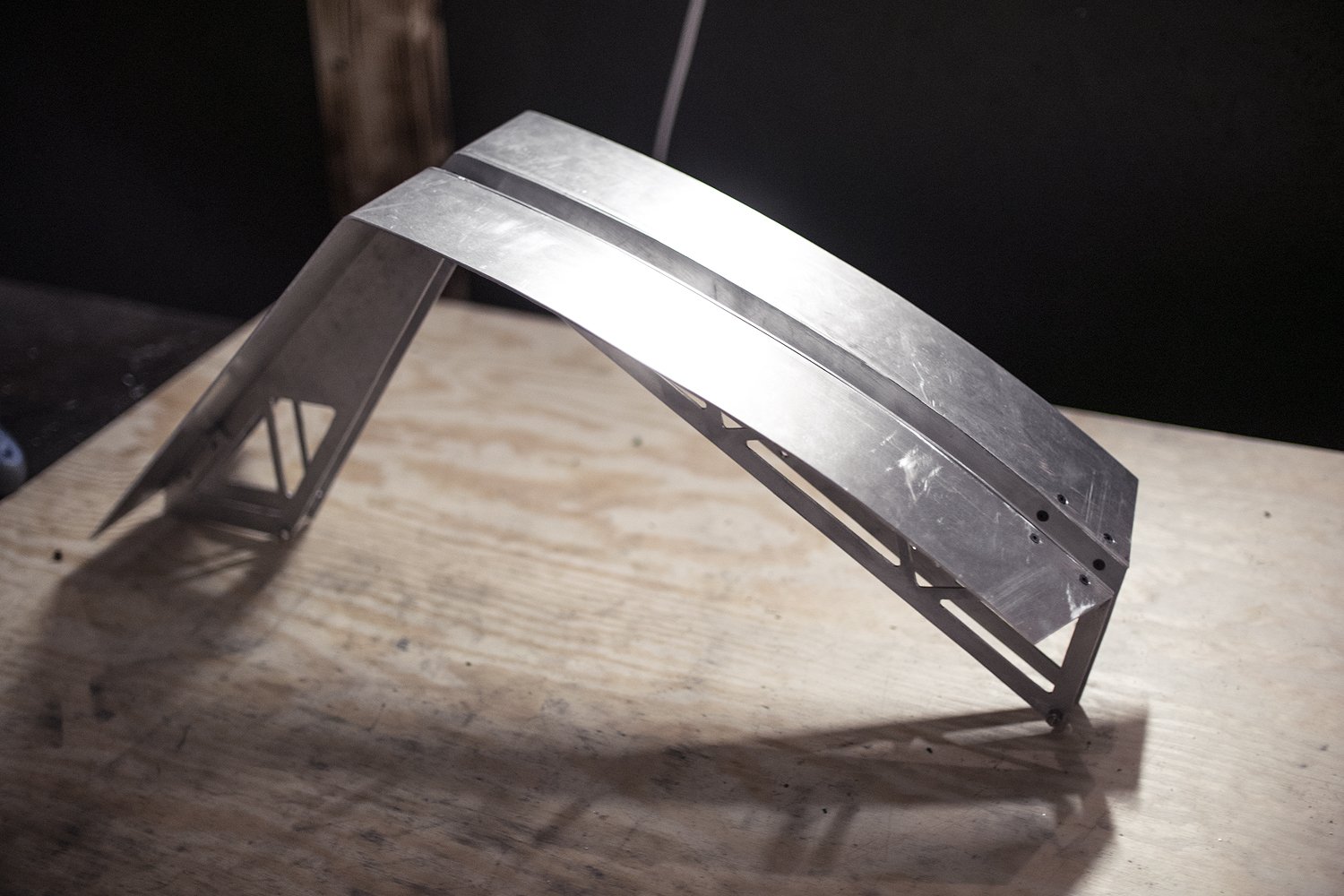
Då fronten av chassit är rundat med en stor radie behöver plåten formas. Detta gör jag genom att massera fram den önskade radien för hand, något som är mycket lättare än vad det låter då aluminium är mjukt och formbart.
Börja med att böja en ungefärlig kurvatur med händerna i var sin ände av plåten och jämför sedan mot ramen. För sedan händerna närmare varandra och mitten av plåten och använd tryck från tummarna för att göra mindre justeringar. Upprepa längs med plåten till dessa att profilen matchar.
Om möjligheten finns är en manuell rundvalsmaskin ett mycket bra alternativ, men det är ett ganska dyrt verktyg.

Här syns en sida av frontpanelen färdigformad till matchande kurvatur av ramverket.

För att kunna fixera frontpanelerna till ramverket krävs någon form av panelmontering, här visar jag hur L-lister med några mindre ingrepp kan användas som monteringspunkter mellan två paneler i rät vinkel. Ett snabbt och enkelt sätt att sammanfoga flera lösa chassipaneler.
Strykmått
Ritspenna
Bågfil
Körnare
Borrmaskin
Borr
Gängtapp
Försänkare

Panelmonteringen sker i detta fall med hjälp av L-lister i aluminium med måtten 15x15x3 mm, vilket betyder att kortsidorna är 15 mm långa och tjockleken på godset är 3 mm. Den relativt kraftiga tjockleken gör materialet lämpligt att gänga.
Jag placerar ut L-profiler kapade till önskad längd längs med ramverket. Konturen markeras med en ritspenna för att bevara placeringen i senare skede.

Med hjälp av strykmåttet markerar jag en centrumlinje längs med hela L-profilen, samt tvärsgående hjälplinjer för att markera hålcentrum (vit markering). För extra precision kan en körnare användas för att styra borret rätt.
Ungefärlig borrdiameter vid gängande:
M3 - 2,5 mm borr
UNC 6-32 - 3 mm borr
M4 - 3,2 - 3,5 mm borr

Efter att ha borrat 2,5 mm hål använder jag en M3 gängtapp och rikligt med olja eller fett för att få en fint skuren gänga.
Det finns flera sätt att gänga metall, allt från att använda en skruvdragare till en manuell gängtappshållare. I bild syns ett traditionellt svängjärn.
Var noga med att hålla gängtappen rät och låta gängtappen stå för skärningen, det är ett skört verktyg som är känsligt för våldsamma rörelser och tvång.

Den borrade och gängade profilen placeras på ritsade konturerna från steg 2, och med hjälp av en körnare markeras motsvarande hål på ramverket (vit pil).

Då ramverket ska ha en genomgående, försänkt skruv istället för att gängas, använder jag ett borr med diameter 3 mm. Om lösare passform önskas går det även bra att använda 3,5 mm diameter.

Efter borrandet använder jag en försänkare för att skapa en konisk försänkning i materialet, detta tillåter användande av försänkta skruvar med dolt skruvhuvud.
Tänk på att hålla försänkaren rät och använda skärolja.
Försänkare används med fördel i kombination med ett borrstativ.

L-profil gängad och monterad med försänkt insexskruv genom ramverket.

På samma vis som konturen av profilen ritsades in i ramverket, gör jag också samma sak på frontpanelerna.
Som alternativ till att först borra profilen och sedan panelen, gör jag här tvärt om. Om mätningarna är korrekt blir slutresultatet detsamma.

Återigen används 3 mm borr innan försänkning för att ge god passform och små toleranser.

Hålet försänks sedan till önskat djup och diameter.
Båda frontpaneler monterade, där gott om försänkta skruvar syns i underkant av fronten.
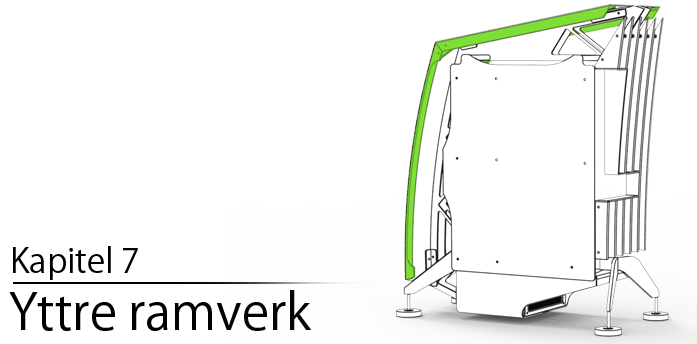
Det yttre ramverket består liksom kapitel 6 - Panelmontering, även här av L-lister. Här väljer jag att istället bevara större längder av list för att ge fler monteringspunkter och ett stadigare intryck. Detta kapitel behandlar även snabbt sammanfogning av lister i mötande vinkel.
Vinkelmätare
Ritspenna
Bågfil
Borrmaskin
Borr
Gängtapp
Försänkare
För att kunna fästa yttre panelerna, eller chassisidorna, krävs ett yttre ramverk. Istället för att - som i kapitel 6 - Panelmontering - använda lösa L-profiler väljer jag här hela längder, formade efter det inre ramverket.

I mitt fall är det en 120° vinkel där frontpanelens brytning sker, vilket ger att jag behöver två profiler med 60° lutning på vardera ände.
Det finns flera olika sätt att sammanfoga profiler, exempelvis överlappning med försänkt hål på den yttre och ett gängat hål på den inre. I detta fall väljer jag att göra en lös vinkel i 5 mm aluminium för att stötta upp ramen.

Två 2,5 mm diameter hål borras i stödvinkeln och gängas sedan för M3. Med hål på plats kan insidan av L-profilen i bild markeras med en körnare och sedan borras.

För att kunna montera chassisidor plant mot ramverket väljer jag att försänka borrhålen på utsidan av L-profilerna och sedan montera med försänkt insex M3-skruv.
Var extra noga med att få korrekt vinkel och ett rakt snitt på sammanfogade ändarna av profilerna, då det är ett område där eventuella misstag syns.

Det yttre ramverket monteras sedan i frontpanelen likt L-profilerna i kapitel 6 - Panelmontering, med borrade och försänkta hål i skalet och borrade och gängade hål i ramverket.
Den främre rambalken har en utskuren sida för att kunna följa radien på fronten, då det är väldigt svårt att forma L-profiler utan tunga verktyg.

Med chassisidor grovt utkapade visar jag i detta kapitel hur det är möjligt att få en god passform även på ett handgjort chassi utan avancerade verktyg. Denna metod fungerar lika bra på samtliga chassipaneler och går att anpassa efter form, och överlappningen ger goda möjligheter att finjustera panelglapp för en fin slutgiltig finish.
Sticksåg
Ritspenna
Halvrund fil
Borrmaskin
Borr
Försänkare

Chassisidan kapas först ut väldigt grovt, med 5-10 mm överskott i alla led. Detta då resten av chassit är tillverkat för hand, och även om det är vettigt att försöka hålla sig till ritningen så mycket som möjligt finns det i princip alltid små variationer.
Det är bättre att ha för mycket material och kunna bearbeta bort överskottet, än att ha för lite material och behöva göra om detaljen.

Det yttre skalet placeras över aluminiumplåten på så vis att chassisidan täcker hela chassit, men lämnar en sektion av överskottsmaterial för matchande av kontur i senare steg.

Med hjälp av en ritspenna markeras konturen av det yttre skalet längs med chassisidan. Här syns mängden överskottsmaterial som lämnades i förra steget.

En fil används för att fila ned överskottet in till den ritsade linjen. Vid större mängd filande använder jag den rundade sidan av den halvrunda filen för att applicera mer tryck och på så sätt snabbt ta bort material. Jag vänder sedan på filen och använder den platta sidan för att jämna ut topparna ned till linjen.

Med första chassisidan justerad med fil ned till linjen, och sedan borrad och försänkt på samma sätt som i kapitel 6 - Panelmontering, fortsätter jag med nästa chassisida. Bearbetningsmetoden är densamma, men den ritsade linjen är spegelvänd.

Chassisidor finjusterade, passade och monterade. Eventuella panelglapp kan bero på deformerad plåt eller ett för långt avstånd mellan panelskruvar.
I detta fall är det en konvex paneldeformering och går enkelt att massera till en rak eller konkav form beroende på önskat monteringstryck.